Two machines. Both clamp more securely, adjust further, and cut cleaner than anything else at their price. VersaNotcher handles the full range of shop work — round tube, square tube, flat bar, and bent tube. UltraNotcher adds a patented dual-pivot cutting head and 270° of total angle adjustment for the most demanding work.
Both use heat-treated chromoly arbors, ACME thread vise drives, and rebuildable bronze pivot bushings. Engineered to last. Repairable when they need it.
Not sure which machine fits your work? Compare both below.
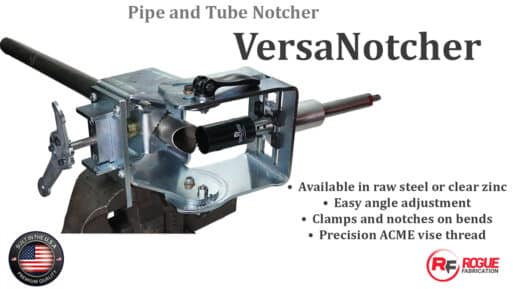
The VersaNotcher covers the full range of day-to-day fabrication work. Round tube, square tube, flat bar, bent tube — it clamps all of it. At 225° of total angle range and 2.5° scale resolution, it handles everything from basic 45° miter cuts to compound-angle chassis joints. If your heaviest tube is under 2-3/8" OD and you are not cutting curved gussets, the VersaNotcher is the machine most fabricators buy and never outgrow.
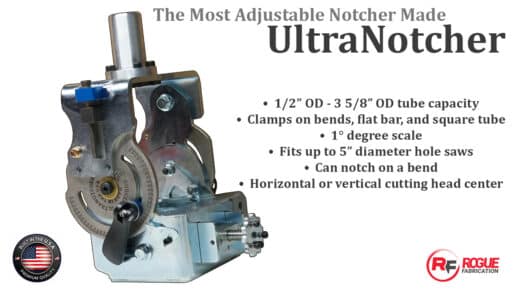
The UltraNotcher adds the patented dual-pivot cutting head, which centers the hole saw both vertically and horizontally on the vise axis. That matters when you are cutting curved tube gussets, notching at steep compound angles, or working with tube up to 3-5/8" OD. The 270° angle range and 1° scale resolution give you more precision and more travel than any other notcher in this class. Oversize ACME drive, oversize bronze bushings, tool steel arbors — built for production cycle counts.
The honest version
If you are building roll cages, rock crawler chassis, bumpers, handrails, or general shop work, buy the VersaNotcher. If you are doing production notching, working with large-diameter tube regularly, or need to cut curved gussets, buy the UltraNotcher. The $624 difference is real — do not spend it unless you need what the Ultra gives you.
Both notchers use standard 3/4" shank hole saws — no proprietary tooling. You can use saws you already own, or add RogueFab bi-metal hole saws sized to your tube ODs at checkout. Built in the USA and sized for the diameters fabricators actually use.
Hole saws
USA-built bi-metal. Sized to common tube ODs. Available individually or in sets. Add at checkout — no separate order needed.
Heat-treated chromoly arbors
Included with both machines. Replaceable without replacing the machine. Ultra High Strength arbors available for high-cycle production shops.
Cutting fluid
A 4 oz bottle of Tap Magic extends hole saw life significantly on steel and stainless. Small addition to any notching setup.
Rebuild and service parts
Bronze bushings, vise drive components, and shaft assemblies are all available. These machines are designed to be repaired, not replaced.
Both notchers are designed and built right here in Sandy, Oregon. We produce over 95% of the parts value in-house. When you call 503-389-5413, you are talking to the people who engineer and build the machines. If you have a joint geometry question or a material you are not sure about, call before you order.
The bronze pivot bushings and ACME thread vise drives are designed to be replaced. Wear is expected over time. Parts are available, lead times are short, and a rebuild takes less time than sourcing a replacement machine from anyone else.
The VersaNotcher and UltraNotcher both handle the full range of fabrication materials: mild steel, 4130 chromoly, DOM, aluminum, stainless, and titanium. Roll cage builders, chassis fabricators, suspension shops, and production welding operations use these machines daily. The clamping system — which holds bent tube, square tube, and flat bar securely — makes them the only notchers in this price range capable of cutting joints that a standard notcher cannot fixture at all.
If you are building to NHRA, SCCA, NASA, SFI, or FIA specifications, the joint quality from a properly fixtured cope cut is not optional — it is required. Both machines deliver that. The difference between them is capacity, precision, and what you need to clamp. If you are not sure, call us at 503-389-5413 before you order.