
Most shops won’t bend brass or copper tube. The setup is unfamiliar, the material is expensive, and one bad bend ruins a job. So they pass. They tell the customer they don’t have the capability, or they quote a number that makes the customer go away.
That’s your opportunity. The shop that can confidently bend brass and copper is the only shop getting that work. These aren’t the $50 jobs. These are the $160 per bend jobs where you’re the only number on the quote sheet.
Here’s what we’ve actually bent on the M6xx, and what we learned doing it.
Bending Brass Tube on the M6xx
We bent 272 alloy brass: 3/8″ and 1/4″ square tube, both at .032″ wall. No mandrel. At these sizes you don’t need one. The M6xx handled both without complaint.
272 brass (cartridge brass) is a common choice for decorative and architectural work, custom fluid line fabrication, and specialty applications where the color matters as much as the function. It’s softer than steel but has more springback than you might expect. It’s not copper and it doesn’t behave like copper. Factor that in before your first production bend.
The video below shows what happened when we bent all five materials simultaneously using our combo die set: 272 brass square tube, 101 pure copper round, 1144 stressproof steel solid round, and 6061-T6 aluminum round, all bent to 90 degrees gross at the same time. The springback comparison is the most useful part. You can see with your own eyes how much each material springs back relative to the others. Brass is not the worst offender, but it’s not copper either.
Brass Setup Notes
Springback is real and alloy-dependent. 272 brass will spring back more than copper and less than most steels. Dial in your overbend on scrap before committing to production material.
Keep your dies clean. Brass is soft enough to pick up marks from debris left over from steel work. Wipe the die groove before you run brass through it.
No mandrel needed at small sizes. The 3/8″ and 1/4″ square tube we tested ran fine without one. If you’re pushing into larger ODs or tighter CLRs, revisit that decision.
Square tube bends differently than round. The corners concentrate stress differently than a round cross section. Start with a generous CLR and work tighter only if your application demands it.
Bending Copper Tube on the M6xx
Copper is a different conversation entirely. 101 pure copper, the grade used in electrical bus bars, custom heat exchangers, RF waveguides, and particle accelerators, springs back less than 6061-T6 aluminum. For a material that sounds exotic, it’s surprisingly cooperative once you understand it.
We’ve done extensive testing across multiple sizes, CLRs, and setups. The results below are documented with labeled specimens and photos at every data point. We’re showing you the clean bends and the problem bends, because knowing where the limits are is more useful than a highlight reel.
This testing exists for a specific reason. When a customer comes to us with a copper bending application, we test on their material from their exact supply chain before the machine ships. No guessing. No hoping it works when they get it set up. The data below represents that process made public so you can evaluate capability before you even pick up the phone.
0.625″ OD Copper Test Results
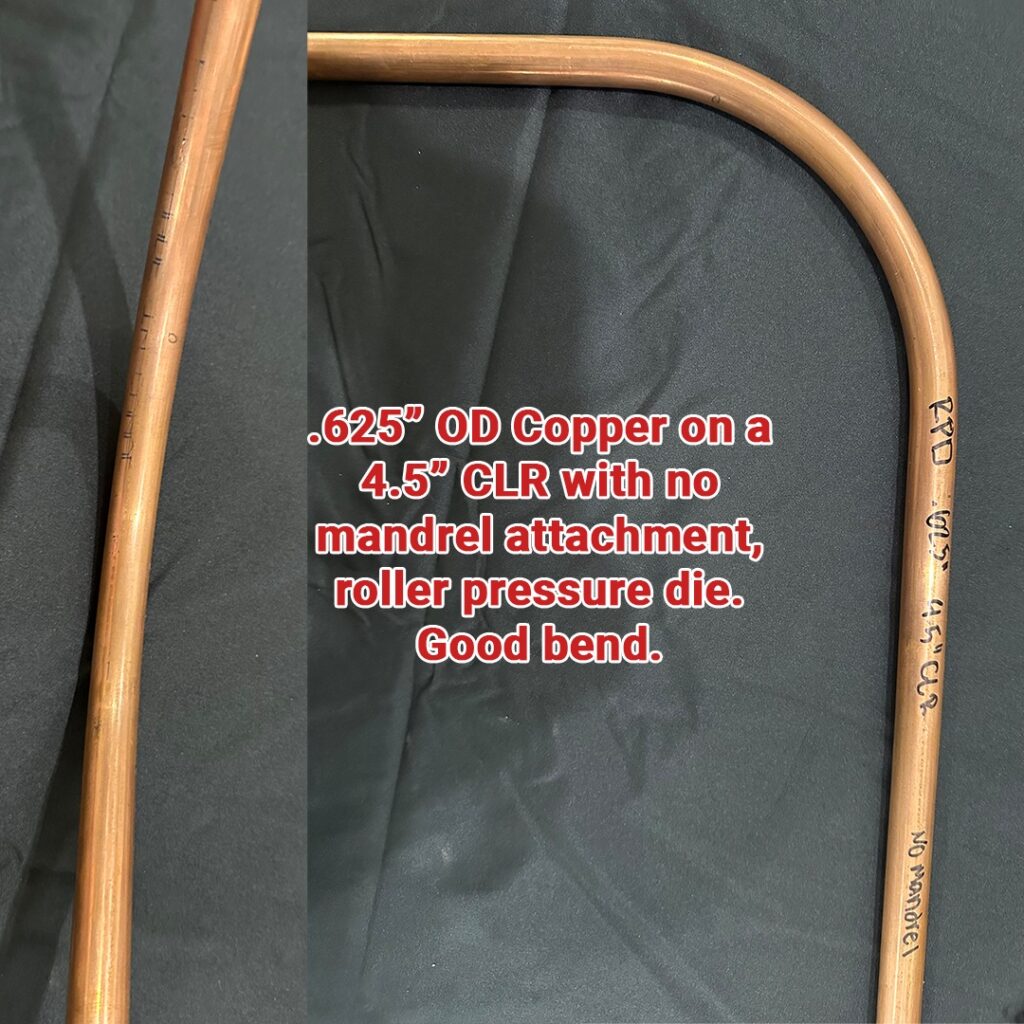
At 0.625″ OD on a 4.5″ CLR with a roller pressure die and no mandrel: clean result. This size at this CLR doesn’t need a mandrel. The roller pressure die is the right tool here.
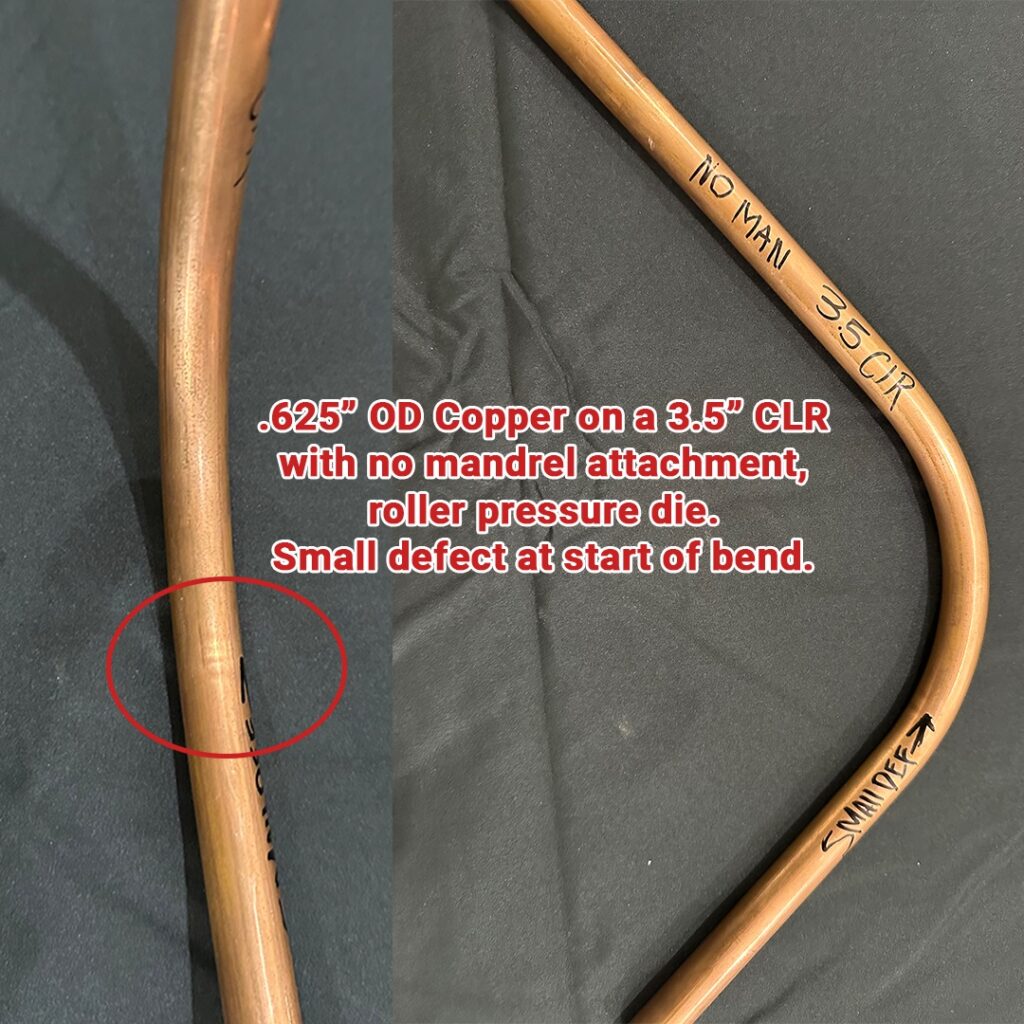
Tighten the CLR to 3.5″ and a small defect appears at the start of the bend. The rest of the bend is good. This is the beginning of the zone where wall support starts to matter. A mandrel would likely eliminate that start of bend defect at this CLR.
0.875″ OD Copper Test Results
This size produced wrinkles across all four setups we tried at 4.5″ CLR. Here’s what each one showed.
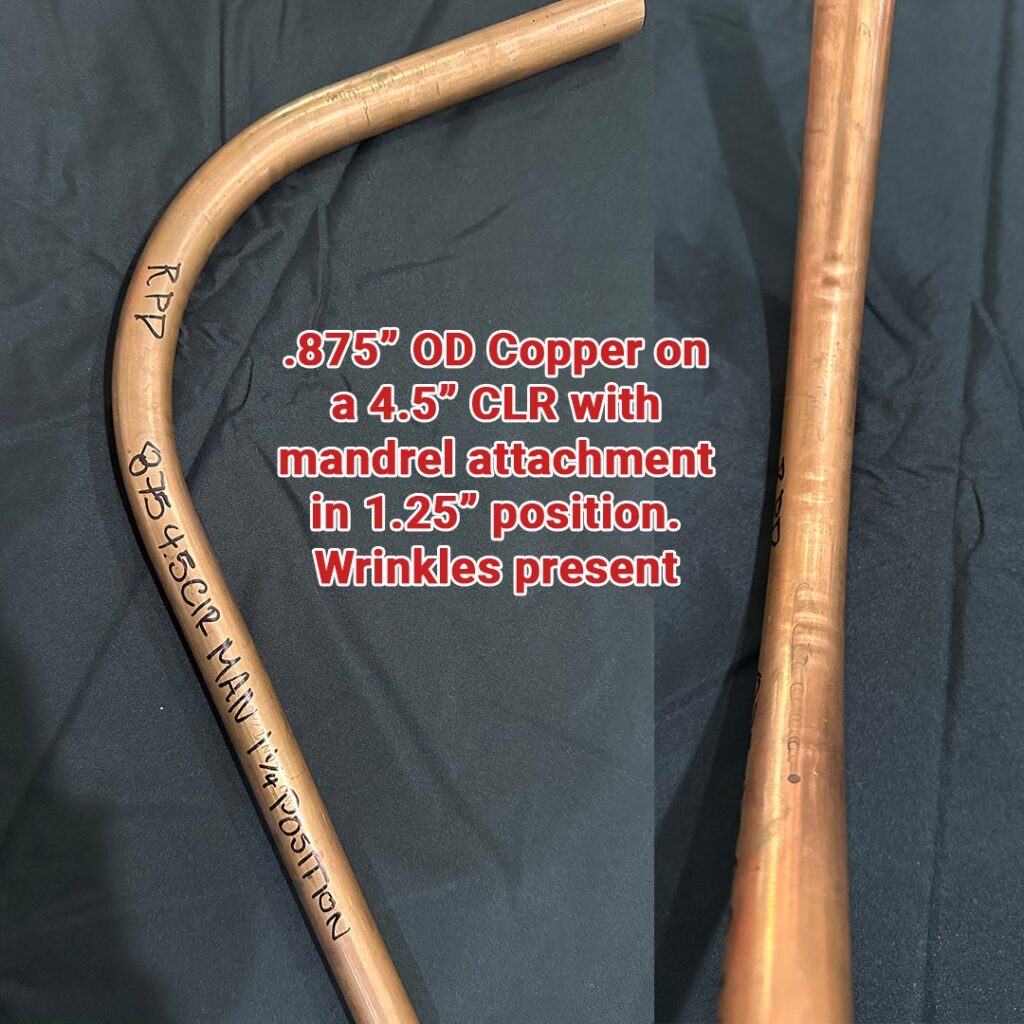

Both mandrel positions produced wrinkles. The mandrel used was our standard stock size for this OD. The fit wasn’t tight enough for this wall thickness combination. Copper’s softness means it needs more support than the clearance our stock mandrel provided. The solution is a tighter fit machined mandrel. We’ve confirmed this produces significantly better results on similar applications and can machine mandrels to tighter fits for customers with specific requirements.
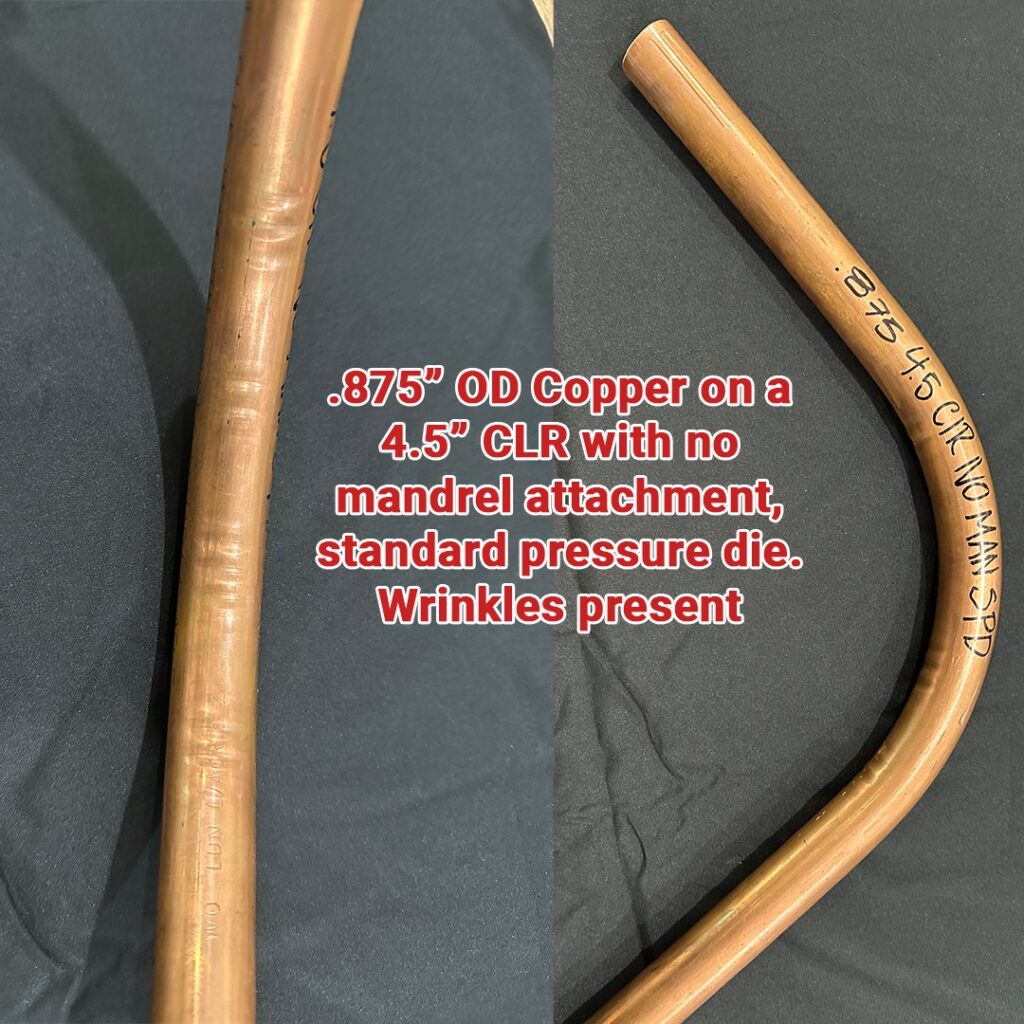
Without a mandrel, both the roller and standard pressure die produced wrinkles at this size and CLR. Neither pressure die setup alone provides enough intrados support for .875″ copper at 4.5″ CLR. The fix is a properly fitted mandrel, not a different pressure die or a larger CLR.
The honest summary on .875″ copper: our standard stock mandrel isn’t the right tool for this size. A tighter fit machined mandrel is. If you’re evaluating the M6xx for a .875″ copper application, contact us and we’ll work through the mandrel solution for your specific wall thickness and CLR before the machine ships.
Additional Copper Data
- 0.313″ OD x .035″ wall, 4.5″ CLR, no mandrel: 1% deformation. Clean bend, no issues.
- 1.125″ OD x .053″ wall, 4.0″ CLR, mandrel: 1% deformation. Clean.
- 1.125″ OD x .053″ wall, 3.5″ CLR, mandrel: 1% deformation, very slight dimple. Usable for most applications.
- 1.125″ OD x .048″ wall, 2.5″ CLR, no mandrel: 3.2% deformation, wrinkles. This is what happens when you push wall ratio without a mandrel.


The Cerrobend Comparison
A customer needed mandrel bent copper tube. We solved their problem with our mandrel attachment: affordable, consistent, and capable. Then, out of curiosity, we tried cerrobend on the same application.
Cerrobend is a bismuth based low melting point alloy you pour into tube as a liquid, let solidify, bend, then melt back out. The idea is that the solidified fill supports the tube wall from the inside. In practice it’s extremely sensitive to solidification temperature and timing. Get it slightly wrong and you get voids or uneven support. It’s slow, it’s messy, and the results vary. On a 4″ CLR it came reasonably close. On the 3″ CLR that our mandrel system handled cleanly, cerrobend couldn’t match it.
Copper Setup Notes
Springback is minimal. 101 pure copper springs back less than 6061-T6 aluminum. For most applications at reasonable CLRs you’re dialing in minimal overbend. Test on scrap regardless because temper condition matters, and dead soft behaves differently than half hard.
Mandrel fit matters more with copper than steel. Copper is soft enough that a loose fitting mandrel allows the tube wall to deform into the clearance gap. Tighter fits produce cleaner bends. If you’re getting wrinkles with a mandrel in place, fit is the first thing to check.
Clean dies. Same rule as brass: copper picks up anything left in the groove from previous work. Wipe it before you run copper.
Roller pressure die for smaller ODs. The 0.625″ test confirmed that a roller pressure die outperforms a standard pressure die at smaller copper ODs. For larger ODs, a properly fitted mandrel is the solution.
What This Data Is For
This page exists because we test before we ship. When a customer comes to us with a brass or copper bending application, we work through the exact setup on their material from their exact supply chain before the machine leaves our shop. The data above represents that process made public so you can evaluate capability before the conversation starts.
If your specific size and CLR isn’t covered here, reach out. We’ll test it.
See the M6xx Mandrel Attachment
If you’ve bent brass or copper on an M6xx and have results to share, we want to hear about it. Comment below.