
Tube Notching: A Guide for First-Timers and Frustrated Upgraders
There are two types of people reading this article. The first has never bought a tube notcher and is trying to figure out what they need. The second already owns one and is tired of burning through hole saws, finishing every cut with a grinder, and not being able to reach the angles they need. This article is written for both of you.
What Is Tube Notching?

Tube notching is the process of cutting a profile into the end of a tube so it seats tightly against another tube before welding. Without a notch, two tubes meeting at an angle leave a gap around the joint. That gap requires extra weld material to fill, produces a weaker joint, and looks sloppy. A well-notched joint seats with full perimeter contact, welds cleanly in a single pass, and produces a joint that is as strong as the tube itself.
The notch profile is a curved cut that matches the outside diameter of the tube being joined to. On a perpendicular joint, it is a simple half-round. On an angled joint, it is an elliptical cut that gets increasingly complex as the angle gets more acute. The notcher cuts this profile with a hole saw of the correct diameter, centered on the tube end at the correct angle. That is the entire operation.
Tube notching is also called coping, particularly in structural steel and architectural fabrication. Same process, different industry term.
Who Needs a Better Notcher
If you have never bought a notcher
The first question most people ask is whether they can get away with a cheaper option: a drill press with a hole saw, an angle grinder, or a bench-mounted notcher from a tool catalog. For occasional work on simple perpendicular joints, those options produce acceptable results. For any volume of work, any joint at a non-perpendicular angle, or any tube that needs to be notched close to a bend, they fall short quickly.
The things a cheap notcher cannot do reliably: hold angle accurately, reach close to a bend, accept hole saws larger than 2-1/2″, and produce consistent results on repeat joints without setup time between each cut. Once you know what you are building, those limitations either matter or they do not. If they matter, buy the right tool the first time.
If you already own a notcher
Here is what frustrated upgraders tell us. Their hole saws walk on entry and break prematurely. They are spending $3 to $10 per notch in hole saw consumption, which on a cage or chassis with 40 or more notches adds up to $120 to $400 in tooling before labor. They cannot reach the angles a specific joint requires, so they finish the cut with a grinder and spend time fitting a joint that should have come off the machine ready to weld. And their 3″ deep hole saws do not fit the machine, so they are limited to shorter saws that do not clear the tube on deep-angle cuts.
Every one of those problems has a root cause in the notcher design. The hole saw walks because the arbor has too much flex, and the hole saws break early for the same reason: flex introduces side-loading on the teeth. The angle range is limited because the pivot design does not allow shallow angles. The deep hole saws do not fit because the frame is too short. A better notcher fixes all of these at once.
Hole Saw Selection: The Part Most People Get Wrong
The hole saw is a consumable, but how long it lasts is largely determined by which type you choose. There are three categories and only one of them is appropriate for a portable tube notcher.
Carbon steel hole saws
Do not use these for metal. Carbon steel hole saws are designed for wood, plastic, and drywall. They will dull within the first cut on steel tube and fail completely shortly after. If you are buying a cheap hole saw kit from a hardware store, it is almost certainly carbon steel. Set it aside and buy the right tool.
Carbide-tipped hole saws and annular cutters
These are the industrial-grade cutting tools used in milling machines and magnetic drill presses. They produce excellent results in those applications because the machine holds them rigidly and feeds them at a controlled rate. In a portable notcher, they are the wrong tool. The tooth pitch is too coarse for the cut geometry of a tube notch, and the carbide tips are brittle under the side-loading that occurs in handheld and lightly-framed setups. Use them in the machine they were designed for.
Bimetal hole saws
This is the correct choice for a portable tube notcher. Bimetal hole saws have high-speed steel teeth formed into a flexible steel body. The tooth pitch is appropriate for tube wall thicknesses, the geometry cuts cleanly in steel, stainless, and aluminum, and the flexible body handles minor deflection without shattering. When a hole saw breaks prematurely in a tube notcher, it is almost always because the wrong type was used or because arbor flex was introducing side-loading that the saw was not designed to handle.
RogueFab sells bimetal hole saws in the sizes that pair with the VersaNotcher and UltraNotcher. See the hole saw category here.
The Real Cost of a Bad Notcher
A cage or chassis build typically involves 40 or more notched joints. At $3 to $10 per notch in hole saw consumption on a poorly-performing setup, that is $120 to $400 in hole saws for one build. Add the time spent finishing joints with a grinder, roughly 10 minutes per joint on cuts that did not come out clean, and you have another 6 to 7 hours of labor on a single project. On a shop billing $75 to $100 per hour, that is $450 to $700 in wasted labor time.
The VersaNotcher costs $570. The UltraNotcher costs $1,194. On a single cage build with a properly set up notcher and the right hole saws, the machine pays for itself in recovered hole saw cost and eliminated grinder time. Every build after that is profit recovered from what you were previously wasting.
That is the ROI calculation. It is not a close call.
VersaNotcher ($570)

The VersaNotcher is the right notcher for the majority of structural fabrication, roll cage, and motorsports work. Here is what it does that most notchers in this price range cannot.
Dual pivot above and below the shaft
Most tube notchers pivot at a single point on one side of the shaft. That is a single-shear mounting geometry, which introduces flex when the cutting head is loaded. You would not mount a high-stress structural component in single shear; the same principle applies to a cutting head. The VersaNotcher pivots both above and below the shaft, which eliminates that flex. The longer frame that this rigid pivot allows is what lets the machine run a 4″ hole saw without walking. Competitors without this design are limited to shorter saws because a longer frame on a single-pivot machine just amplifies the flex.
225 degrees of angle adjustment
Most notchers top out at 90 degrees of travel. The VersaNotcher goes to 225 degrees, with a 1-7/16″ offset both above and below the shaft centerline. This is what lets you notch tubes that are already bent, reach close to a bend without interference, and handle the shallow-angle joints that other notchers require a grinder to finish. The angle scale reads to 2.5 degree resolution.
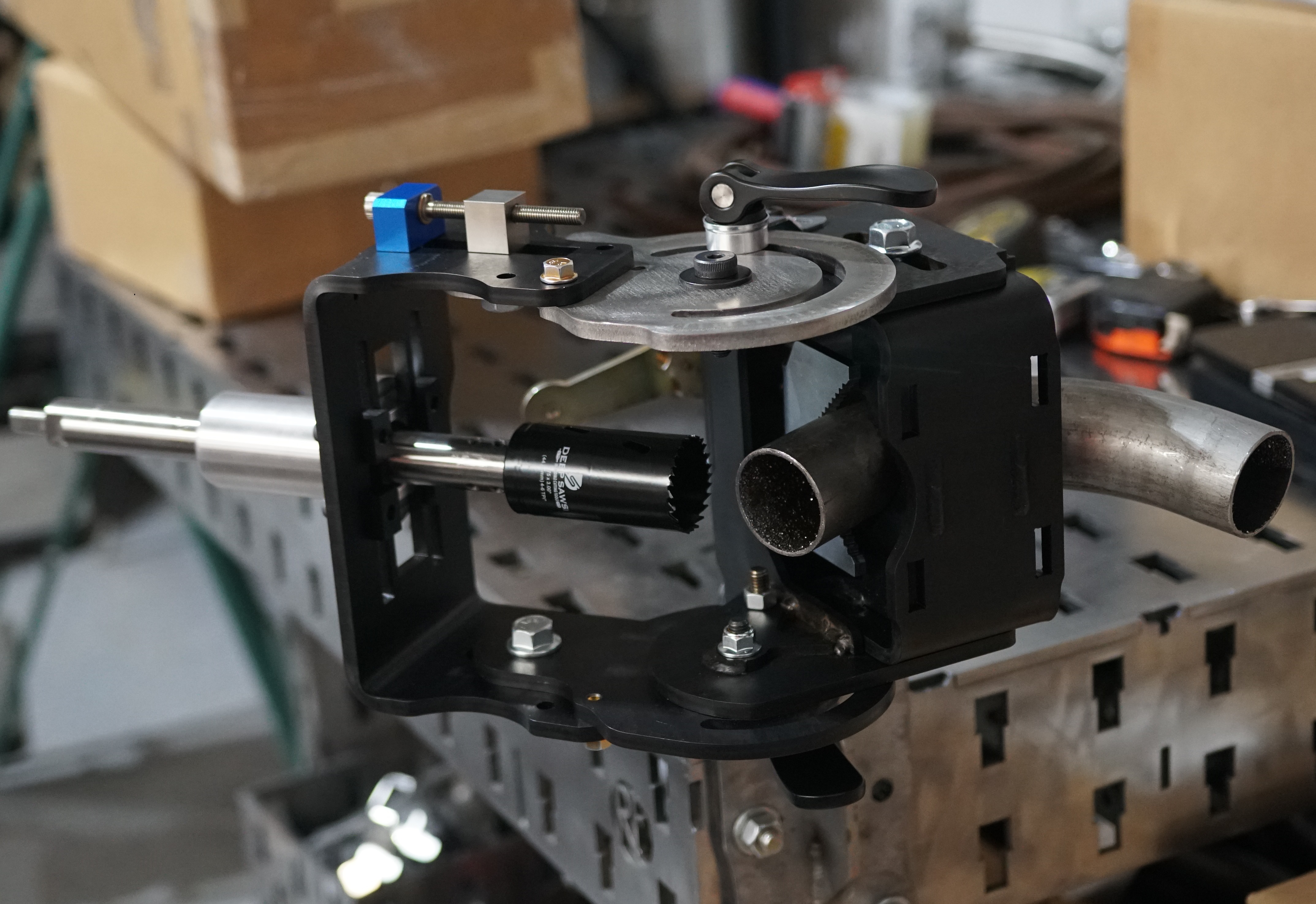
Notches on a bend
This is worth a separate note because it comes up constantly in cage and chassis work. When a tube needs to be notched close to a bend, for a door bar meeting the main hoop near a corner for example, most notchers cannot reach without the tube body interfering with the machine frame. The VersaNotcher’s offset pivot and frame geometry allow the notch to be made close to the bend without removing the bend first. That saves a significant amount of layout and re-bending time on complex cage structures.
Clamps flat bar and square tube
The vise clamps round tube in the standard orientation, but also clamps flat bar and square tube in flat and diamond orientations. This extends the VersaNotcher beyond round tube work to the full range of structural sections you encounter in fabrication work.
Hardware specs
Rebuildable bronze bushings at all pivot points. ACME thread vise drive for smooth, consistent feed without backlash. Heat-treated chromoly arbor. Maximum hole saw diameter: 4″. Tube OD range: 5/8″ to 2-3/8″.
UltraNotcher ($1,194)
The UltraNotcher is for shops doing demanding or high-volume work that pushes beyond what the VersaNotcher can reach. Every capability of the VersaNotcher is present and expanded, plus two patented features that no other notcher in this market has.
Dual pivot axis cutting head (USPTO utility patent US 11376677)
The VersaNotcher pivots in one axis. The UltraNotcher cutting head pivots in two. That second axis allows the machine to reach shallow angles and complex compound angles that a single-axis pivot cannot achieve. No other portable tube notcher on the market can make the shallow-angle notches this machine is capable of without resorting to hand grinding.
Dual-axis centering vise (patent pending, US App 18520911)
The centering vise on the UltraNotcher positions the tube both vertically and horizontally. On a standard notcher, the vise centers the tube vertically. The horizontal position is wherever the tube lands. On the UltraNotcher, both axes are referenced, which means you can notch from one side of a tube, rotate it 180 degrees, and come back to the exact same centerline from the other side. That capability matters on large-diameter tube with notches on opposite sides and in any application where the re-entry accuracy of a second cut needs to match the first.
Expanded specs
270 degrees of angle adjustment compared to 225 on the VersaNotcher. Tube OD range extended to 1/2″ to 3-5/8″. Maximum hole saw diameter: 5″. Angle scale reads to 1 degree resolution with an adjustable zero. Oversized bronze bushings, oversized ACME vise drive, heat-treated tool steel arbor.
VersaNotcher or UltraNotcher: Which One Do You Need?
For most structural fabrication, roll cage, bumper, and chassis work, the VersaNotcher is the right machine. The 225-degree range covers the angles you encounter in that work, the 4″ hole saw capacity eliminates grinder finishing on all but the most extreme large-diameter cuts, and the dual-pivot rigidity solves the hole saw walking and breakage problems that drove you here in the first place.
The UltraNotcher makes sense when you are regularly working with tube sizes above 2-3/8″ OD, when your work involves shallow compound angles that push beyond 225 degrees of travel, or when the dual-axis centering capability is relevant to what you build. High-volume production shops, fabricators working with large-section tube, and shops doing complex architectural or structural work are the primary UltraNotcher customers.
If you are on the fence, start with the VersaNotcher. It handles the range of work that the majority of fabricators do. If you outgrow it, you will know exactly why.
Laying Out a Notch: No Laser Required
Software and CAD tools generate wrap templates for complex notch geometries, and for large production runs they are worth using. For most shop work, though, a sharpie and thirty seconds of layout gets you where you need to be.
Here is the method. Lay the tube to be notched over the tube it will join, in the correct orientation and angle. With a sharpie, mark two lines at the junction: one where the bottom tube enters the top tube, and one where it exits. Then draw a line down the centerline of the bottom tube running across the top tube. That line gives you the depth of the notch at the centerline, and the two junction lines give you the angle. Line up the hole saw to those marks, confirm the angle on the notcher’s degree scale, and cut. The result seats cleanly against the tube without hand fitting in most cases.
It is not complicated. The tools that make it complicated are the ones that require jigs, laser alignment, or CAD output to set up for a basic joint. A good notcher should be fast to set up and produce a result that needs minimal finishing. That is the standard the VersaNotcher and UltraNotcher are built to.
Notching Aluminum
Aluminum notches more easily than steel on every dimension. It does not work harden, it is less grabby on the hole saw teeth, and it requires significantly less cutting lubricant. A fabricator coming from steel notching work will notice immediately how quickly and cleanly aluminum cuts. The same bimetal hole saw selection applies. Use a sharp saw and the results are excellent. For more on aluminum tube work generally, see the aluminum bending article.
Ready to Stop Fighting Your Notcher?
If the problems described in the frustrated upgrader section sound familiar, you already know what you need. The VersaNotcher and UltraNotcher are built in Sandy, Oregon and ship ready to use. The hole saws that pair with each machine are stocked and available with next business day shipping on most orders.
Questions about which machine fits your work: call us at 503-389-5413 or email [email protected]. We answer the phone.