
Mandrel Bending: What It Is, When You Need It, and How to Do It for a Fraction of the Normal Cost
Most tube bending does not require a mandrel. When it does, the difference between a mandrel bend and a standard bend is immediately obvious. This article explains what a mandrel is, what it does, when you actually need one, and how the RogueFab mandrel attachment puts mandrel bending capability within reach of shops that could never justify a dedicated CNC mandrel machine.
What a Mandrel Is
A mandrel is a support inserted inside the tube at the point of the bend. That is the whole concept. When you bend a tube without internal support, the tube wall at the outside of the bend stretches and thins while the material at the inside of the bend compresses and can wrinkle or buckle. On thin-wall tube, the unsupported wall can collapse inward at the bend midpoint, producing an oval cross-section or a visible wrinkle on the inside of the bend.
A mandrel prevents that. It sits inside the tube at the tangent point, supporting the wall as the bend forms. The tube bends around the mandrel instead of collapsing around nothing. The result is a rounder cross-section, less wall thinning, and a cleaner inside surface on the bend.
Once the bend is complete, the mandrel is extracted from the tube. On the M6xx mandrel attachment, extraction happens automatically as the ram retracts.
Why Most Benders Cannot Accept a Mandrel
The mandrel rod has to extend from the support point behind the bend die, through the full length of the tube being bent. The bender frame has to be long enough to accommodate the rod plus the tube. On a standard short-frame rotary draw bender, there is no room for the rod. The frame ends before the tube does.
This is why mandrel bending has historically required either a purpose-built mandrel bending machine or a bender with a frame specifically designed to accept a mandrel attachment. The M6xx frame was designed from the start with the mandrel attachment in mind. The frame length accommodates the rod geometry without modification. That is not an accident. It is why the mandrel attachment exists as a bolt-on rather than a machine replacement.
The Business Case for Mandrel Bending
Before the tech deep dive, here is what mandrel bending capability actually means for a shop that takes in outside work.
Large CNC mandrel bending machines, the kind you find in production exhaust shops and aerospace fabrication facilities, take hours to change over tooling for a new job. A full tooling set (bend die, clamp die, pressure die, mandrel) for one tube size on one of those machines costs thousands of dollars and often has a lead time measured in weeks. The machines themselves start at $60,000 without tooling. A 3-inch machine starts around $90,000. Most shops that own them have them running one job continuously to justify the investment.
The M6xx mandrel attachment changes tooling in minutes. A full tooling set for one tube size costs a fraction of what the same tooling costs for a large machine. Lead times are short. And when a customer calls asking for mandrel-bent tube in a size you are already tooled for, your quote comes back faster, cheaper, and with a shorter lead time than any shop running a dedicated CNC mandrel machine on a different job.
If you can set up for a mandrel bending job in minutes instead of hours, you will win nearly every bid you submit against shops with larger machines. That is not marketing. It is the reality of how tooling changeover works on production equipment.
Readers who are ready to buy: the mandrel bender packages are here.
The rest of this article covers the technical side: D/R ratio, wall ratio, bullet vs. ball mandrels, wiper dies, and how to know whether your application needs a mandrel at all. If you want that context first, keep reading.
When You Actually Need a Mandrel
Not every bend needs a mandrel. Most structural tube bending for roll cages, bumpers, and chassis work does not. The question is whether your tube size, wall thickness, and bend radius put you into territory where a standard bend produces unacceptable deformation.
Two numbers determine that: D/R ratio and wall ratio.
D/R ratio
D/R ratio is the centerline radius of the bend divided by the outside diameter of the tube. A 6.0″ CLR die on 1.75″ tube gives you a D/R of 3.43. A 3.5″ CLR die on the same tube gives you 2.0. Lower numbers mean tighter bends, more stress on the material, and more deformation without internal support. The industry generally treats 3.0D as the threshold below which mandrel bending becomes worth serious consideration. Below 2.0D, a mandrel is typically required to produce an acceptable bend on most materials.
Wall ratio
Wall ratio is the tube OD divided by the wall thickness. A 1.75″ tube with .120″ wall has a wall ratio of 14.6. The same tube in .065″ wall has a wall ratio of 26.9. Higher wall ratio means thinner wall relative to tube size, which means less resistance to collapse and wrinkling during the bend. Wall ratios in the mid-teens and below are generally manageable without a mandrel on moderate D/R ratios. Wall ratios above 20 in combination with a tight D/R ratio are where mandrel bending becomes necessary.
These two numbers work together. A tight D/R with a thin wall is the hardest combination. A loose D/R with a thick wall is the easiest. Everything else falls somewhere between. For a detailed look at how your specific tube size and wall thickness perform at different bend radii, use our Bender Tech page and the capacity chart.
Common applications where mandrel bending is needed
- High-performance exhaust systems, intercooler piping, and intake tubes: thin wall, tight radii, appearance matters
- Hydraulic and pneumatic tubing where cross-section consistency affects flow
- Aerospace and industrial plumbing where deformation tolerance is tight
- Architectural and decorative tube work where the inside of the bend is visible
- Any application where a D/R below 3.0 is required and wall ratio is above 15
Applications where a mandrel is usually not needed
- Roll cage primary structure in .120″ wall DOM on 4.5″ or 6.0″ CLR dies
- Bumpers, sliders, and skid plates in .120″ or heavier wall
- Hand railings in standard pipe sizes
- General structural fab where 8-10% ovality is acceptable
That said: once you see a mandrel-bent tube next to a standard-bent tube from the same die, every standard bend looks flat. Shops that charge premium rates for cage and chassis work typically mandrel bend everything. The quality difference is real and customers notice it.
Bullet Mandrel vs. Ball Mandrel
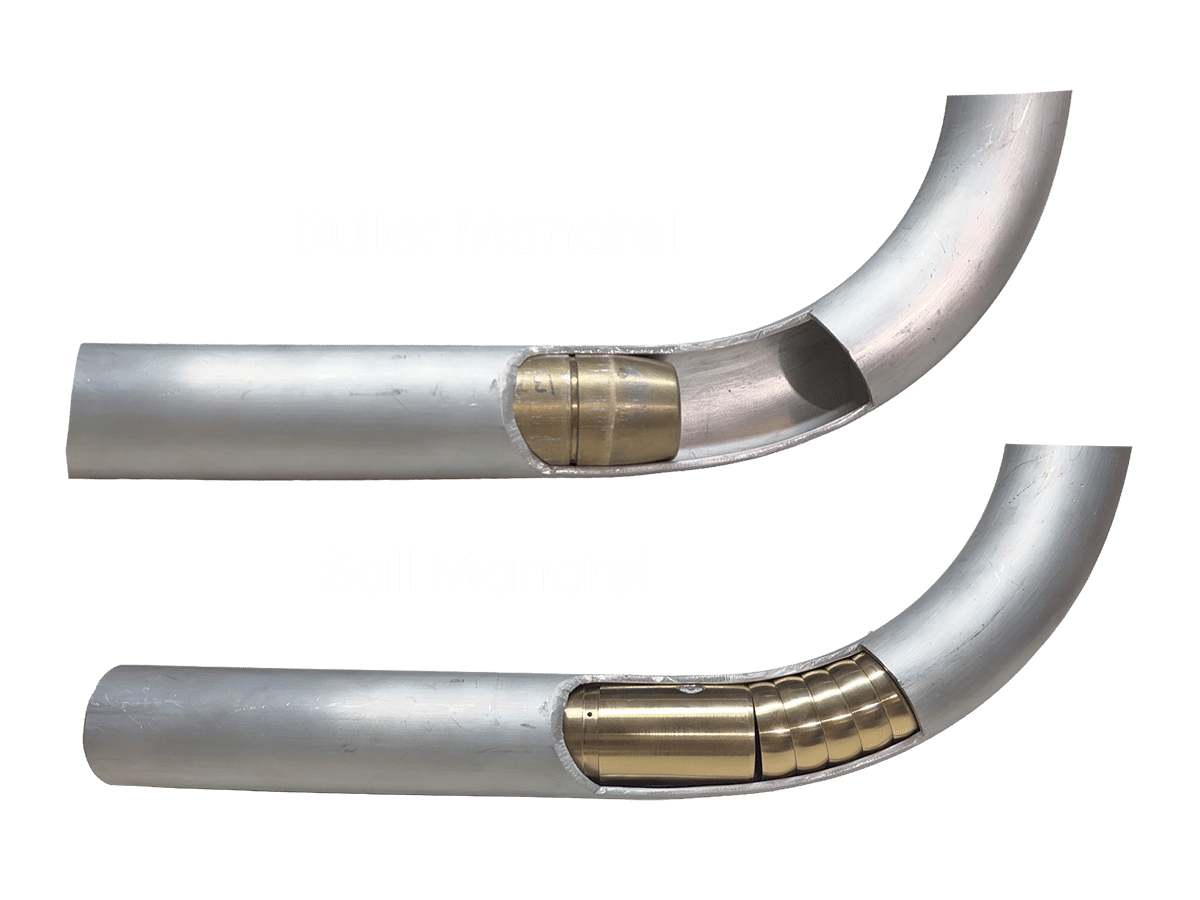
Bullet mandrel
A bullet mandrel is a single solid insert, typically cylindrical with a rounded nose. It sits inside the tube at the tangent point and supports the tube wall as the bend forms. Simple, robust, and works well for the majority of mandrel bending applications. The M6xx mandrel attachment uses bullet mandrels. Deformation on a well-set-up bullet mandrel bend is typically in the 1-3% range depending on D/R ratio and material.
Ball mandrel
A ball mandrel is a linked series of spheres connected by a flexible cable or rod. The balls extend past the tangent point and into the bend area itself, providing support further into the curve than a bullet mandrel can reach. Ball mandrels are used for tighter D/R ratios and more demanding thin-wall applications where a bullet mandrel leaves the tangent point under-supported. The tradeoff is more complexity in setup and extraction. Ball mandrel tooling is also more expensive.
For most M6xx mandrel bending work, the bullet mandrel is the right tool. Ball mandrel capability is part of the high-performance mandrel option in development. More on that below.
Wiper Die
A wiper die sits on the outside of the bend immediately behind the tangent point, supported against the back face of the bend die. Its job is to prevent the material from wrinkling at the start of the bend, the location where the tube transitions from straight to curved and where the inside wall is most vulnerable to buckling.
On moderate D/R ratios and wall ratios, a bullet mandrel handles the inside of the bend and no wiper die is needed. On tighter ratios, the inside wall needs support from both directions: the mandrel from inside the tube and the wiper die from outside. Together they produce a bend with minimal deformation on both surfaces.
The wiper die is part of what separates production-grade mandrel bending from shop-grade. High-end exhaust shops, aerospace fabricators, and performance intercooler builders typically run wiper dies on anything with a D/R below 2.5 and a wall ratio above 20.
The M6xx has been tested with wiper dies in our R&D lab with good results. A wiper die option for the M6xx series is in development and expected as the high-performance mandrel package. We will announce it when it is ready.
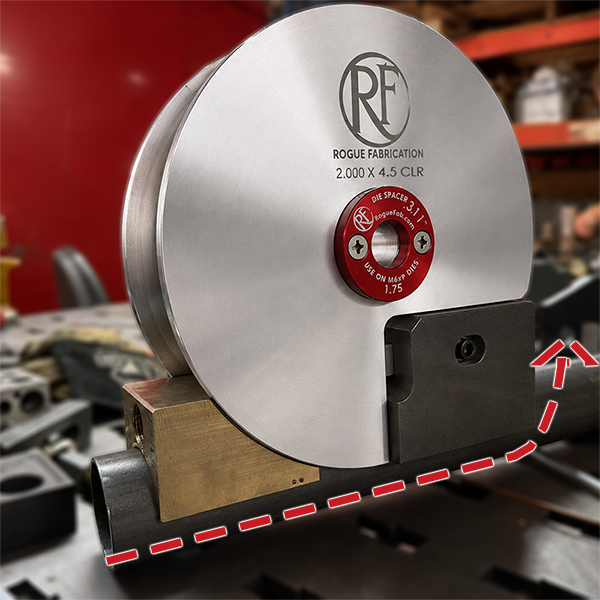
How the M6xx Mandrel Attachment Works
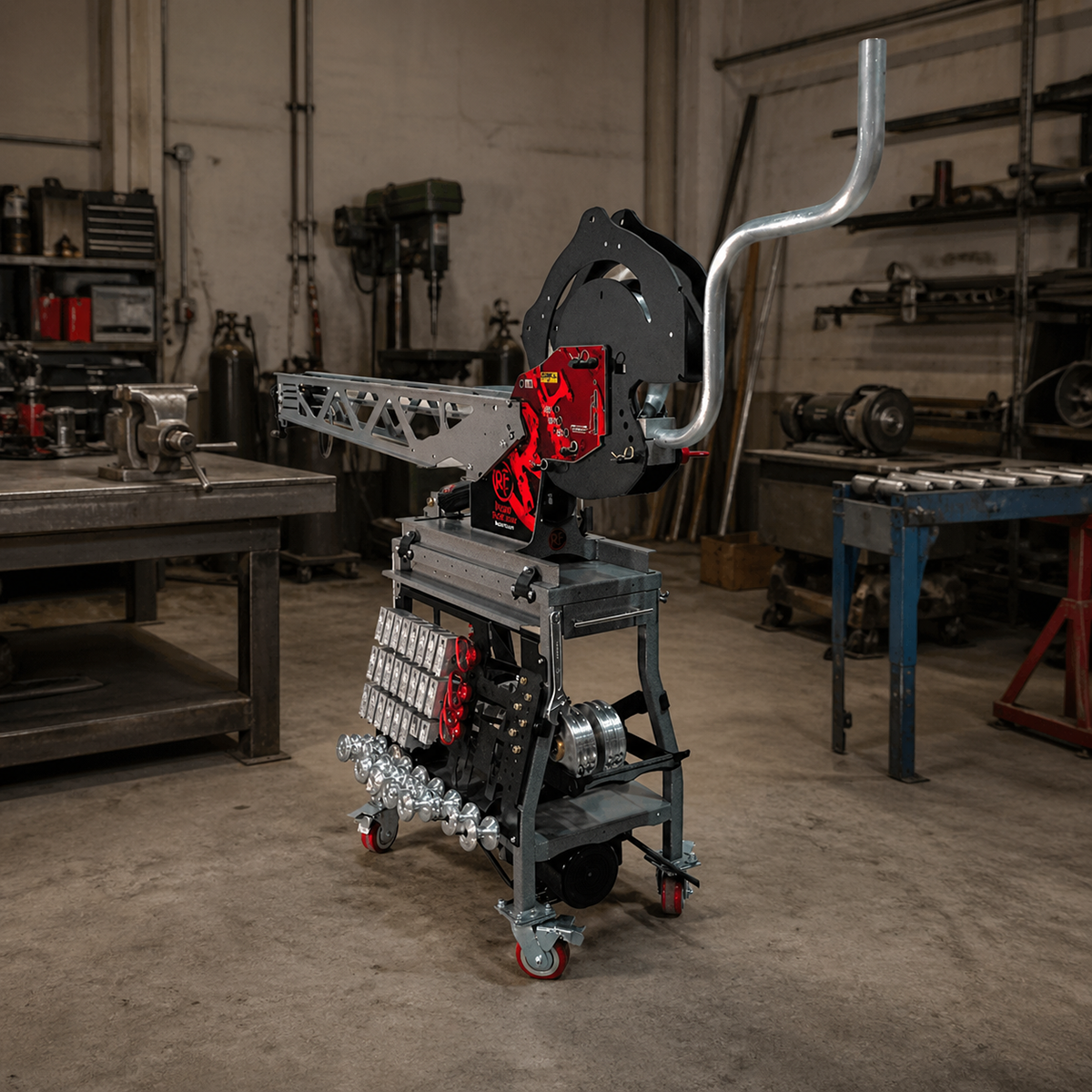
The mandrel attachment bolts onto any recent M6xx frame. It adds a mandrel rod support that extends behind the bend die, positioning the mandrel nose at the tangent point for any die in the M6xx ecosystem. Setup for a new tube size involves swapping the die, clamp, and mandrel: the same tooling change you would make for any bend, plus installing the mandrel. Total changeover time is minutes.
The mandrel uses a built-in lubrication system covered by US Patent 11478838. Lubrication at the mandrel nose is critical: without it, the mandrel drags against the tube wall during extraction and can damage the inside surface of the bend or score the mandrel itself. The lubrication system on the M6xx attachment delivers lubricant to the right place automatically, extending mandrel life and improving bend surface quality.
Mandrel extraction happens as the ram retracts after the bend. The geometry of the attachment pulls the mandrel back clear of the tube before you remove the part. No manual extraction step, no risk of the mandrel being pulled crooked.
Thin Wall Attachment compatibility
Some thin-wall applications on the M6xx benefit from the Thin Wall Attachment (TWA) in addition to the mandrel. The TWA adds a roller pressure die that supports the outside of the bend across the full bend arc. In demanding thin-wall work, using the TWA and mandrel together produces the best result. Check the mandrel product page for current compatibility details. Not all tube sizes require both.
Mandrel Material
The M6xx mandrel attachment uses bronze mandrels. Bronze is the industry standard for metallic mandrels in rotary draw bending. It is hard enough to support the tube wall under bending load, but soft enough that it will not score the tube interior or damage the die if there is slight misalignment. Bronze also has good lubricity compared to steel, which reduces extraction force and surface marking on the inside of the bend.
Some low-cost mandrel systems use nylon or urethane mandrels. These work for very light-duty applications and soft materials but compress under load, which reduces their effectiveness on steel tube at the D/R ratios where a mandrel actually matters. The M6xx uses bronze. That is the same material used in the large CNC mandrel machines that cost $60,000 and up.
Mandrel Bending vs. Standard Bending: What the Difference Looks Like
On thick-wall structural tube at a moderate D/R ratio, the difference between a mandrel bend and a standard bend is small. A 1.75″ x .120″ DOM tube on a 6.0″ CLR die bends cleanly without a mandrel. Ovality at the midpoint is typically 3-6%. The bend looks good and is structurally sound.
On thin-wall tube at a tighter radius, the difference is significant. A 1.75″ x .065″ tube on a 3.5″ CLR die without a mandrel will wrinkle on the inside of the bend and flatten noticeably at the midpoint. The same bend with a mandrel produces a round cross-section and a clean inside surface. The difference is visible from across the shop.
For exhaust and intercooler work, cross-section consistency also affects flow. A flattened bend restricts flow more than a round bend of the same nominal diameter. On a high-performance application where the tube routing requires tight bends in thin material, mandrel bending is not just cosmetic. It changes how the system performs.
Alternatives to Mandrel Bending
For applications where a mandrel is not strictly required, there are a few alternatives worth understanding.
Standard rotary draw bending
The right answer for most structural fab work. On thick-wall tube at moderate D/R ratios, standard rotary draw bending produces bends that are strong, consistent, and visually clean. The M6xx without the mandrel attachment handles the majority of cage, chassis, bumper, and general fabrication work. Add the Thin Wall Roller pressure die for improved results on wall ratios above 14.
Ram / compression bending
Ram benders press a die into the tube from the outside, bending it over two support shoes. They are common in exhaust shops doing repair work and are fast to set up for simple single-bend jobs. The tradeoff is significant deformation at the bend. The tube flattens and the inside wrinkles. Acceptable for OEM exhaust repair. Not appropriate for performance exhaust, structural work, or any application where cross-section consistency matters.
Roll bending
Roll benders produce large-radius sweeping bends rather than fixed-radius rotary draw bends. They are used for architectural work, boat rails, and curved structural members. Not a substitute for mandrel bending in tight-radius applications.
Sand filling
Filling a tube with packed sand before bending provides some internal support, similar to a mandrel. Used in low-volume custom work and artistic fabrication. Labor-intensive, inconsistent, and not appropriate for production work or precision applications. The tube has to be cleaned out completely after bending, and any retained sand causes problems in hydraulic or pneumatic applications.
RogueFab Mandrel Bending Options
The mandrel attachment is available two ways: as a standalone attachment for an existing M6xx, or as part of a complete mandrel bender package that includes the bender, dies, hydraulics, and mandrel tooling for one tube size.
If you already own an M6xx and want to add mandrel capability, the attachment is the direct path. If you are starting from scratch and know mandrel bending is part of your work, the package deal saves money and gets you set up in one order.
For shops doing high-volume cage, motorsports, or exhaust work, the Elite and Motorsports packages include the mandrel attachment along with a broad die selection and cart. Those packages are worth looking at if you are outfitting a full shop rather than adding one capability.
Mandrel Attachment for existing M6xx
Elite and Motorsports Packages
M601 Tube Bender
M605 Tube Bender
Questions about whether the mandrel attachment works for your specific tube size, wall thickness, and bend radius: call us at 503-389-5413 or email [email protected]. We bend tube for a living and can tell you exactly what to expect before you order.