Bending Aluminum Tube and Pipe: What Actually Works
Aluminum bends differently than steel and the differences matter. Get the alloy, die selection, and bend radius right and aluminum is one of the more satisfying materials to work with. Get them wrong and you get cracking, galling, and surface marks that are difficult to fix. This article covers what you need to know: alloy selection, die choice, CLR, wall thickness problems specific to aluminum extrusions, and the applications where aluminum bending shows up most in production work.
Why Aluminum Bends Differently Than Steel
Aluminum has roughly one third the elastic modulus of steel. It springs back less after bending, which is an advantage for springback calculation. That said, aluminum has less ductility than mild steel in most tempers, which means less tolerance for the stretching and compression that happen at the bend. Push it too hard and it cracks. The outside of the bend is where cracking starts, particularly on tighter D/R ratios and harder tempers.
The other difference is surface sensitivity. Aluminum scratches easily. A steel die that leaves no visible mark on DOM tube will leave marks on aluminum, especially on pre-anodized material or finished extrusions. So die selection for aluminum is not just about fit and capacity. Surface protection matters too.
Both of these issues are manageable with the right approach. In most cases, fabricators who have trouble bending aluminum are running too tight a radius, using the wrong temper, or using dies that were not designed for the application.
Alloy Selection
6061-T6
The most common structural aluminum alloy. Strong, machines well, widely available, and what most fabricators have on hand. The T6 temper, solution heat treated and artificially aged, gives it excellent strength but reduces ductility compared to softer tempers. It bends, but it requires more care than 6063 and is more likely to crack on tight radii without annealing. So if you are bending 6061-T6 and getting cracking, anneal before bending.
6063
The standard alloy for architectural extrusions and most marine railing tube. More forgiving to bend than 6061-T6 in most applications. It has lower strength but higher elongation, meaning the material stretches more before it cracks. For railing work, wake towers, bimini tops, and similar applications where you are not designing to a structural load spec, 6063 is the easier material to work with. Most 1-1/4″ aluminum pipe (1.66″ OD) sold for marine and architectural use is 6063.
Temper and bendability
Working toward a softer temper improves bendability. T0 (annealed) is the most formable state, while T6 is the hardest to bend. In practice, the material you receive may be anywhere along that range depending on supplier and lot. The best approach for a new material or a demanding application is to test a sample bend first, evaluate the result, and anneal if needed. Material behavior varies enough between suppliers that published specs are a starting point, not a guarantee.
Annealing Aluminum Before Bending
Annealing softens aluminum by heating it and allowing it to cool slowly. For 6061-T6 that is cracking on a moderate radius, annealing before bending is often the fix. The process moves the temper toward T0, increases ductility, and reduces cracking risk significantly.
The technique matters. Aluminum does not change color when heated the way steel does. You cannot judge temperature visually. A common shop method is to rub a bar of soap on the surface before heating. When the soap turns black, you are in the right temperature range. Alternatively, a temperature-indicating crayon or pyrometer works well. Overheating changes the grain structure in ways that reduce strength after forming and can cause problems in subsequent welding.
This video covers aluminum annealing technique in detail:
Square and hex aluminum
Round aluminum is relatively straightforward, but square and hex profiles are harder. The outer corner of the profile concentrates stretching during the bend and is the most likely location for cracking. As a result, annealing is the standard solution for square and hex aluminum bending. The corner geometry puts more strain on a smaller cross-sectional area than a round tube wall faces at the same radius. If you are bending square or hex aluminum and getting corner cracking, anneal the material before bending.
Wall Thickness Variation in Aluminum Extrusions
This is the single biggest quality problem in aluminum tube bending that most guides do not cover, and it has gotten worse since 2020.
Steel tube is rolled and seam-welded or drawn over a mandrel, and both processes produce consistent wall thickness around the circumference. Aluminum tube, by contrast, is extruded, pushed through a die under pressure. If the bore of the extrusion die is not perfectly centered, the hole through the tube is off-center and the wall ends up thicker on one side than the other.
Post-COVID supply chain disruption pushed more aluminum extrusion to suppliers with less dimensional control. The photo below shows a real example from our shop: one side of the wall measures .130″, the other measures .115″ in the same cross section. That is a 15 thousandth variation on a nominal .120″ wall tube, and as we will cover next, that is enough to cause the tube to spiral during bending. We have seen worse. It is not always consistent end to end either. The wall eccentricity can vary along the length of the stick.
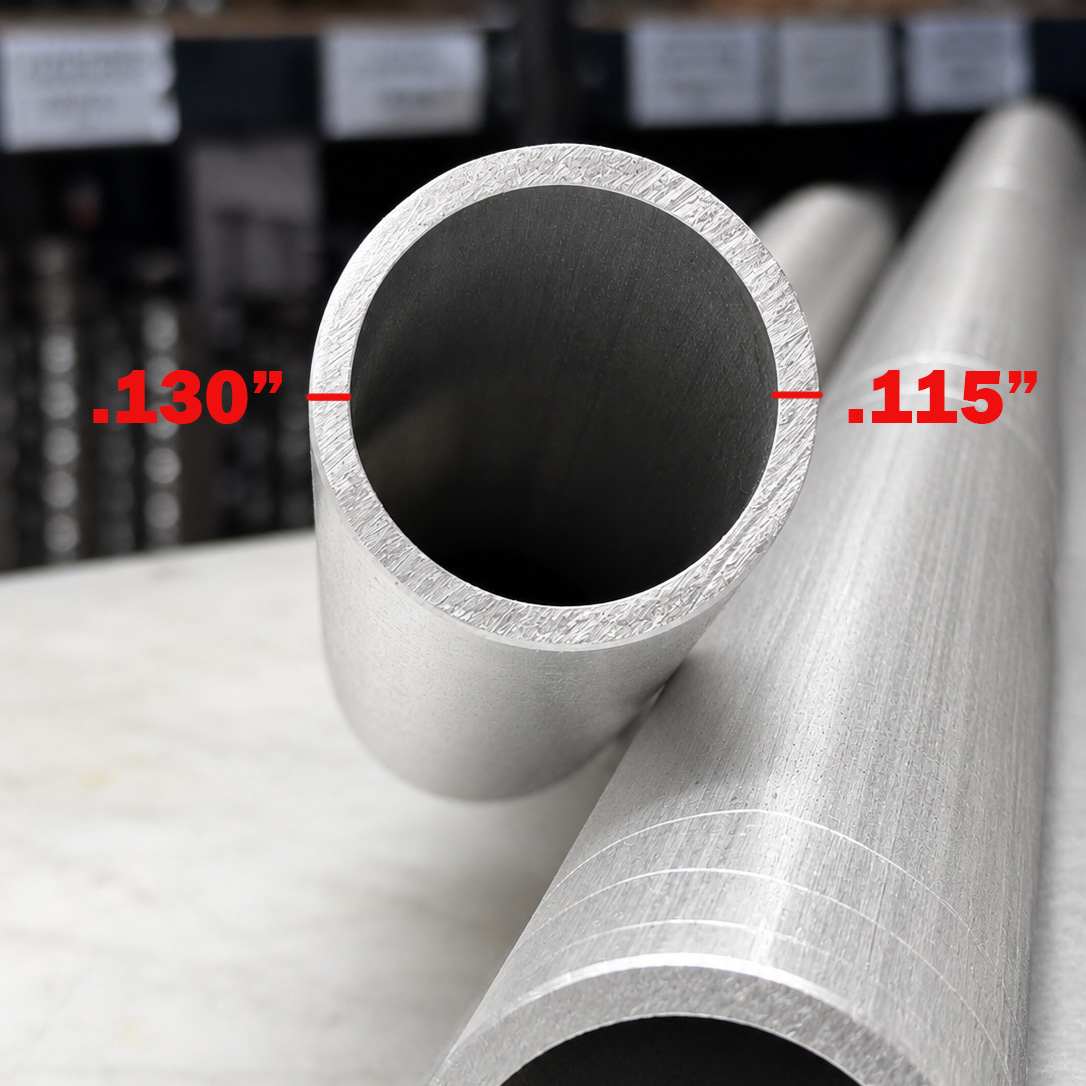
What this means when bending: it does not take much. A wall thickness difference of as little as 15 thousandths of an inch is enough to cause the tube to spiral in the die. The thick wall has more resistance than the thin wall and migrates toward the outside of the bend. The result is a bend that tracks correctly in angle but twists out of plane: a spiral instead of a planar bend. If you are getting spiral bends on aluminum and cannot figure out why, measure the wall thickness first. It is almost always the cause.
The general compensation approach is to orient the thick wall to the outside of the bend. The outside stretches during the bend, thinning the wall, so starting thicker there partially compensates. The thin wall goes to the inside where compression slightly thickens it. In practice, though, this is a management exercise, not a complete solution. The better fix is sourcing material with tighter dimensional control. Measure your tube before bending. A pair of calipers at several cross sections along the stick tells you quickly whether the wall is concentric.
Beyond wall thickness, one more thing that makes a real difference is deburring the tube ends before bending. A burr on the tube end catches in the die and clamp, creates uneven grip, and contributes to spiral and tracking errors. Takes thirty seconds with a deburring tool and it removes one more variable from the equation. On aluminum especially, where the material is already more sensitive to handling than steel, clean tube ends are worth the habit.
Die and CLR Selection for Aluminum
The default recommendation for steel structural tube is to use the largest CLR die the geometry allows. For aluminum, this matters even more because the material has less tolerance for the deformation that tight radii produce.
Target 3.5D to 4D minimum bend radius for most aluminum applications. A 3D die works but is on the edge for most alloys and wall thicknesses, and increases cracking risk, especially with 6061-T6. A 4.5″ CLR die on 1.25″ OD tube is a 3.6D bend. A 6.0″ CLR die on the same tube is a 4.8D bend. The 6.0″ die produces meaningfully less wall thinning and less cracking risk. Use the larger die unless the geometry of the application forces you tighter.
For 1-1/4″ aluminum pipe (1.66″ OD), the most common marine and architectural railing size, the 6.0″ CLR die is the right choice for most work. It produces a 3.6D bend on that OD, in the target range, with a clean result and minimal surface marking when the die is appropriate for aluminum.
Die material for aluminum
Standard billet aluminum dies work fine for smaller tube sizes. However, for 1.66″ OD and larger, aluminum tube can gall into a billet aluminum die. Material transfers from the tube to the die surface, leaving marks on the tube and roughing up the die groove. This is a real problem in production work and it gets worse with use.
Steel plate reinforced Delrin bending dies solve this problem. Delrin is a hard engineering plastic that does not gall with aluminum, so the surfaces slide rather than transfer material. The steel plate backing provides the dimensional stiffness a pure plastic die lacks. For production aluminum bending in larger sizes, Delrin-faced dies are worth using. They are available in the M6xx die ecosystem for the sizes where galling is a practical concern.
Pressure roller dies
The standard pressure die holds the tube against the bend die with a flat face, which drags across the surface as the bend forms. A pressure roller die uses a rolling contact instead, following the tube as it bends and applying consistent pressure without surface drag. For aluminum, where marks from the pressure die are a common complaint, the roller die is a significant improvement. It also reduces the bending force required, which matters on manual machines. The Thin Wall Roller (US Patent 11679431) installs on the M6xx in about 10 seconds and works across the die range.
UHMW dies
For pre-anodized or pre-finished aluminum where any surface mark is unacceptable, UHMW (ultra-high molecular weight polyethylene) lined dies provide the best surface protection. UHMW is softer than Delrin and even less likely to mark the tube surface. The tradeoff is slightly less dimensional stability over time. For architectural and marine work with finished material, UHMW is worth specifying.
Marine Fabrication: Rails, T-Tops, Wake Towers, and Bimini Tops


Marine fabrication is one of the highest-value applications for aluminum tube bending. Boat owners spend real money on custom fabrication, the work is visible and judged on appearance, and as a result, a shop that can produce clean aluminum bends consistently has a competitive advantage over anyone who is outsourcing or doing it with the wrong equipment. If you are in a coastal market or near any significant boating community, adding aluminum pipe bending capability to your shop is worth serious consideration.
Pipe and hand railings
Handrails, grab rails, stern railings, bow railings, and gunnel rails are the highest-volume aluminum bending work in the marine market. Nearly every boat has them and they get replaced regularly from damage, wear, and upgrades. The standard material is 1-1/4″ schedule 40 aluminum pipe, which is 1.66″ OD. Almost all of it is 6063 alloy in anodized finish. The M601 with a 6.0″ CLR die handles this work completely. A 6.0″ CLR die on 1.66″ OD tube produces a 3.6D bend, clean geometry, minimal wall thinning, and a result that looks right on a finished vessel.
For pre-anodized material, use a Delrin or UHMW die to protect the surface, and add the pressure roller die to eliminate drag marks from the pressure die side. Together, those two choices let you bend finished aluminum pipe and put it directly on the boat without any post-bend finishing on the outer surface.
1-1/2″ schedule 40 pipe (1.90″ OD) is the next size up, common on larger vessels and commercial work. The M601 handles it. Same die material recommendations apply.
T-top frames
T-tops are center console fishing boat canopy frames, the horizontal top structure supported by two or four legs off the gunnel or console. They are almost always 1-1/2″ or 2.0″ OD round aluminum tube in 6063 alloy. The main hoop and side rails involve compound bends, meaning multiple bends in different planes on the same tube. This is where the vertical architecture of the M6xx earns its keep. Gravity-induced rotation is a real problem on multi-bend horizontal bender setups with long tubes. On the M6xx, the tube feeds horizontally and bends go up and down, so gravity does not pull the unsupported tube length in a direction that affects rotation accuracy.
T-top legs typically use 1-1/2″ OD on light center consoles and 2.0″ OD on larger boats. The M601 covers 1-1/2″, while the M605 adds 2.0″ capacity. If you are building T-tops regularly, the M605 is the right machine.
Wake towers
Wake towers are the most demanding aluminum bending work in the marine market. They are large structures, typically 2.0″ OD tube, sometimes larger, with long unsupported spans, compound bends, and visibility from every angle of the boat. Fit-up and bend quality both matter because wake towers are structural: they take load from riders, boards, and ballast systems.
Mandrel bending is standard practice for wake tower main hoops, because the long-span tubes are visible in cross-section and any flattening at the bend midpoint is immediately obvious. Mandrel-bent tube looks like it was formed that way: round everywhere, consistent diameter, no visible deformation. The M6xx mandrel attachment handles wake tower tube sizes. For bending in the middle of a long stick, which is a common requirement on main hoops, the mandrel extension puts the mandrel further into the tube than the standard attachment reaches. If you are building wake towers, the mandrel attachment is not optional. It is what separates a professional-grade tower from a shop-grade one.
Bimini tops
Bimini top frames are typically 1″ or 1-1/4″ OD aluminum tube in 6063, anodized. The bends are moderate radius, 3.5D or better on most designs, and the main challenge is consistency across a set of matching bows. A bimini that does not lie flat or does not fold properly because two of the bows are bent to slightly different angles is a warranty call. The M6xx backstop attachment handles this: set the stop once and every bend in the sequence is identical. Bimini work does not need a mandrel. It needs consistency, and the backstop delivers that.
Rocket launchers
Rocket launchers are the rod holder arrays mounted to T-tops and hardtops on fishing boats. They use smaller diameter tube, typically 1″ to 1-1/4″ OD, at a variety of angles with tight vertical spacing. The angles matter: a rocket launcher that is not laid out correctly puts rods in each other’s way or makes them awkward to reach. This is prototype and short-run work, typically one or two custom sets at a time. The M6xx quick-change clamp system and the tube bending layout tool make it practical to mock up the layout in PVC before cutting real aluminum.
Handrails: Apartments, Stairwells, ADA, DOT, and Commercial Railing
Commercial and residential handrail fabrication is one of the steadiest sources of repeat aluminum bending work. Buildings need railings, railings get damaged and replaced, codes change, and new construction never stops. As a result, a shop that can produce code-compliant aluminum railings quickly and consistently has a reliable pipeline of work that does not depend on any single customer or project type.
Standard railing material
The standard for most handrail work in the United States is 1-1/4″ schedule 40 aluminum pipe, which is 1.66″ OD. This is what most building codes specify for graspable handrails, including ADA-compliant applications. For heavier commercial applications and guardrails, 1-1/2″ schedule 40 (1.90″ OD) and 2.0″ OD are common. All three sizes fall within M601 capacity on 6.0″ CLR dies.
ADA handrails
ADA-compliant handrails have specific dimensional requirements: graspable cross-section between 1-1/4″ and 2″ OD for circular sections, continuous along the length of the stair or ramp, with returns at both ends that do not project into the path of travel. The return bends, which curve the rail end back toward the wall or floor, are typically 180-degree bends or close to it. The M6xx handles this geometry without limitation. The backstop attachment sets consistent spacing on matching returns so a pair of rails bends identically.
DOT and infrastructure railing
Department of Transportation specifications for pedestrian railings, bridge railings, and public infrastructure often call out 1-1/2″ or 2.0″ schedule 40 aluminum pipe with specific bend radii and post spacing. DOT work tends to be higher volume and more repetitive than custom residential work, which makes the M6xx backstop and electric hydraulic option worth having. Set the bend angle and stop position once, run the full quantity, and every piece matches.
Apartment and multifamily residential
Apartment stairwells, balcony railings, and exterior entry railings are typically the contractor’s responsibility to supply and install. Aluminum is preferred over steel in most coastal and wet climates because it does not rust and does not need painting. Beyond that, a fabricator supplying aluminum railings to apartment contractors has a customer who will come back for every new project and every replacement job for as long as the building stands. The material is 1-1/4″ or 1-1/2″ schedule 40, the bends are moderate radius, and the work is consistent enough that setup time drops significantly after the first few jobs.
Code compliance and finish
Most handrail work for commercial and public applications ends up in anodized or powder-coated aluminum. If you are bending pre-anodized extrusions, use Delrin or UHMW dies and the pressure roller die to protect the finish. If you are bending raw aluminum for post-bend finishing, standard billet dies work fine and the finish applied afterward covers any minor surface marks from the bending process.
For shops doing volume railing work, the electric hydraulic option on the M6xx with auto bend stops removes the manual effort from the process entirely. Set the angle, press the button, the machine bends and stops. One operator can run a full day’s worth of railing stock without fatigue being a factor in consistency.
Other Aluminum Bending Applications
Motorsports and off-road
Aluminum is used for intercooler piping, intake tubes, charge pipes, and some chassis and suspension components where weight savings justify the material cost and design complexity. Intercooler piping is typically thin-wall and tight-radius, which puts it in mandrel bending territory. The M6xx mandrel attachment with a Delrin die and pressure roller handles this work cleanly.
Architectural and commercial
Hand railings, stair rails, commercial display fixtures, and signage frames. Common sizes are 1-1/4″ schedule 40 pipe (1.66″ OD) and 1-1/2″ schedule 40 pipe (1.90″ OD). Both bend well on 6.0″ CLR dies. Pre-anodized material is common in architectural applications. Use UHMW or Delrin dies to protect the finish.
Industrial and HVAC
Refrigeration lines, HVAC ductwork support structures, cooling system tubing, and hydraulic lines in applications where corrosion resistance and weight matter. Aluminum’s conductivity and corrosion resistance make it common in these applications. Wall thicknesses tend to be moderate and bend radii tend to be generous, which keeps most of this work out of the mandrel bending zone.
Aerospace and specialty
Fuel lines, hydraulic lines, and structural tubing in aircraft and aerospace applications. This work has tight tolerance requirements and often requires mandrel bending, specific alloy certifications, and in some cases post-bend heat treatment to restore temper. If you are doing certified aerospace work, your process documentation requirements go well beyond what any general bending guide covers. The M6xx mandrel attachment produces bends that meet the dimensional requirements. The certification trail is your responsibility to build.
Notching Aluminum
Notching aluminum tube with a hole saw is noticeably easier than notching steel. Aluminum does not work harden the way steel does, it is less grabby on the saw teeth, and it requires far less cutting lubricant. As a result, a fabricator coming from steel notching work will be pleasantly surprised by how quickly aluminum notches clean up.
Use a sharp hole saw. This matters more with aluminum than steel because a dull saw on aluminum tends to grab and chatter rather than cut cleanly. The VersaNotcher and UltraNotcher both handle aluminum tube through their full OD range without modification. The ACME thread vise on both machines advances smoothly on aluminum without the binding that can occur on harder materials.
M6xx Aluminum Bending Capacity
Aluminum capacity on the M6xx varies by model and wall thickness. The capacity charts below show the full range for each machine. For a specific tube size and wall thickness, use the Bender Capacity Chart to confirm your application fits before ordering.
For aluminum applications at or near the capacity limit of a given model, a larger CLR die reduces bending force and wall thinning. If your application is borderline on capacity, call us before ordering. We can tell you whether it will work on the specific model you are considering.
The Right Machine for Aluminum Bending
The M601 handles the full range of common aluminum railing and motorsports tube sizes. The M605 covers 2.0″ OD aluminum for larger marine and architectural work. Both machines accept the full range of aluminum-specific die options: Delrin-faced dies, UHMW dies, and the pressure roller die. The mandrel attachment is available on both for applications that require it.
M605 Tube Bender, up to 2″ tube
Mandrel Bender Packages
Mandrel Attachment for existing M6xx
Tube Notchers
Questions about a specific aluminum application, die selection, or whether your tube size and wall thickness are in range: call us at 503-389-5413 or email [email protected]. We answer the phone.
[…] M600 bends aluminum and metal to about 94 degrees in a single shot, while other benders can’t bend metal beyond 90 […]